7.8 Nýtování
| Stránky: | MOODLE STŘEDNÍ ŠKOLY LETECKÉ |
| Kurz: | Ukázkový kurz |
| Kniha: | 7.8 Nýtování |
| Vytiskl(a): | Nepřihlášený host |
| Datum: | Sobota, 5. dubna 2025, 11.10 |
Popis
xx
Obsah
- 1. Úvod
- 2. Způsoby nýtování
- 3. Druhy nýtů 1
- 4. Druhy nýtů 2
- 5. Druhy nýtování
- 6. Druhy nýtování 2
- 7. Způsoby nýtování a nástroje 1
- 8. Způsoby nýtování a nástroje 2
- 9. Způsoby nýtování a nástroje 3
- 10. Způsoby nýtování a nástroje 4
- 11. Způsoby nýtování a nástroje 5
- 12. Způsoby nýtování a nástroje 6
- 13. Způsoby nýtování a nástroje 7
- 14. Způsoby nýtování a nástroje 8
- 15. Nýtování potahů
- 16. Kontrola jakosti nýtování
- 17. Závěr
1. Úvod
Nýtování
|

V této kapitole uvedeme informace o různých způsobech nýtování (za studena, za tepla, smíšené). Vysvětlíme si druhy nýtů obecně a ukážeme si nýty používané v letectví. Významnou část kapitoly tvoří výklad o druzích a způsobech nýtování. Podíváme se na nýtovací nástroje a nýtovací lisy. Uvidíme také, jak lze nýtovat i potahy.
Po prostudování kapitoly dokážete posoudit celkový stav povrchu nýtovaného spoje.
|
Pro získání kvalitního nýtového spoje je nutné: a) Jednorázové zanýtování |
|
© Střední škola letecká s.r.o., Kunovice 2014 |
2. Způsoby nýtování
Nýtování lze provádět několika způsoby, ty jsou nýtování za studena, nýtování za tepla a smíšené nýtování.
- Nýtování za studena: Tento způsob nýtování se provádí pouze pokud pro spojení stačí nýt do průměru 8mm. A závěrná hlava se pěchuje bez ohřevu.
- Nýtování za tepla: Pro tento způsob je zapotřebí nýt předem předehřát na určitou teplotu a používají se nýty o 0,5 až 1mm menší než je průměr nýtových děr proto, aby se zahřáté nýty daly snadněji zatáhnout.
- Smíšené nýtování: V tomto případě nýtování bývají používány delší nýty, které se předehřívají pouze na jednom konci dříku, ze kterého se poté vytvoří závěrná hlava.
![]() Video pro zájemce (v angličtině)
Video pro zájemce (v angličtině)
3. Druhy nýtů 1
Podle použití rozeznáváme různé druhy nýtů, jako jsou drobné nýty pro zámečnické nýtování, hrubé nýty pro nýtované konstrukce, kotlové nýty a zvláštní nýty pro nýtování různých speciálních materiálů.
- Drobné nýty - průměr jejich dříku bývá vyráběn do průměru 10mm a pro jejich výrobu bývají používány materiály jako ocel, měď, mosaz, hliník apod. Používají se například pro spojování řemenů, obložení brzd a v elektrotechnice.
- Hrubé nýty - průměr jejich dříku je u nás normalizován pro průměry od d = 10 mm až po 42mm a ze zkušeností vyplývá, že celková tloušťka spoje by neměla být větší než pětinásobek průměru dříku. Všechny hrubé nýty mají pod hlavou kuželovitý dřík o délce nejvýše 50mm .
Mezi hrubé nýty řadíme:
- Konstrukční nýty s půlkulatou hlavou
Tyto se vyrábějí v průměrech 10 – 42mm, ve výkresech se neudávají průměry dříku nýtu, ale průměry d1, které jsou o 1mm větší.
- Kotlové nýty s půlkulatou hlavou
Tyto se taktéž vyrábějí v průměrech 10 – 42mm. Pokud bychom porovnali konstrukční nýt s půlkulatou hlavou a kotlový nýt s půlkulatou hlavou, tak má hlava kotlového nýtu větší průměr, výšku a větší zaoblení u přechodu dříku k hlavě. Mimo toho na hlavě takového kotlového nýtu je otřep pro zatužení.
- Konstrukční a kotlové nýty s plochou zápustnou hlavou
Jsou vyráběné ve stejných rozměrech, oba mají stejnou plochou zápustnou hlavu a oba jsou totožné ať pro konstrukční nebo kotlové nýtování. Používají se většinou jen tam, kde vadí vyčnívající půlkulatá hlava nýtu, protože nýty se zapuštěnou hlavou zeslabují součásti v místě spojení, což je pro hrubé nýty silně namáhané a důležité.
Jelikož mají všechny hrubé nýty příliš silné dříky a nýtování za studena by bylo příliš obtížné, proto se u nás zatahují zpravidla za tepla, aby se snížila energie potřebná k vytvoření závěrné hlavy a zatažení nýtu. Když se nýt ochlazuje, tak tím působí svým smršťováním jako zděř, tímto vznikne ve dříku velké napětí držící spojované části pevně u sebe. Ovšem se ale při chladnutí nýt smrští také podélně a to zapříčiní, že nýt nevyplňuje díru po celém jejím obvodu, tudíž nedoléhá na její stěny. Pokud nýtujeme za studena, působí na nýt podstatně menší svorná síla, ale naopak správně zatažený nýt vyplňuje díru dokonale. Délka vyčnívajícího konce dříku pro napěchování a vytvoření závěrné hlavy je uvedena v tabulkách nebo se vypočítává podle zkušenostních vzorců.
Pro výpočet celkové délky nýtu je vzorec: l se rovná 1,1S + 1,2d
Délka vyčnívajícího konce dříku pro půlkulatou hlavu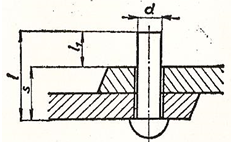
Pro nýty se zápustnou hlavou platí další zkušenostní vzorce. Celková délka nýtu l, který má obě hlavy zápustné platí: l se rovná 1,2S + 0,3d.
Délka vyčnívajícího konce dříku pro zapištěnou hlavu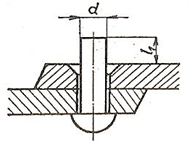
4. Druhy nýtů 2
Nýty používané v letectví
Na rozdíl od strojních nýtů, se nýty používané v letectví liší především materiálem (pro nýty používané na letadlech se používají materiály jako hliník, dural, hydronalium, méně z mědi a jen ojediněle z oceli), svou velikostí (kdy průměr dříku bývá od 2 až do 8mm) a způsobem nýtování (za studena to bývá pneumatickými kladivy, lisováním nebo nástroji k rozšíření konců trubkových nýtů.) Při nýtování leteckých konstrukcí se používají zpravidla tenké plechy. Mimo klasické nýty se někdy se používá výbušných nýtů, a to tam, kde není přístup z druhé strany), které se vyrábějí průměrem dříku od 2,6 do 6mm se závěrnou hlavou buďto plochou, kulatou nebo zápustnou.
Pro letecký průmysl jsou nejdůležitější nýty s půlkulatou hlavou, nýty s vypouklou hlavou, nýty se zápustnou hlavou čočkovitou, nýty trubkové, nýty rozštěpené s vypouklou hlavou, nýty rozštěpené s vypouklou hlavou k zapouštění.
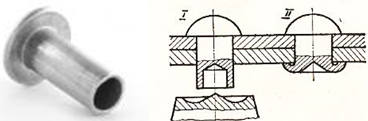
- Trubkové nýty – duté nýty bez hlavy, spojují se jimi plechy s dutým vnitřkem nebo tam, kde je zapotřebí malá váha spoje. Pokud by byl použitý plný nýt, jeho dlouhý dřík by nevydržel potřebný tlak k vytvoření jeho závěrné hlavy, prohnul by se, a v důsledku toho by vznikl vadný nýtový spoj. Proto se používají trubkové nýty, jejichž závěrná hlava se vytvoří za pomocí poměrně malého tlaku. Takže nevznikne žádné deformační poškození, ať už spojovaných částí nebo dříku samotného nýtu, obzvláště pak po vložení rozpěrací trubičky.
Vadné nýtování tenkostěnných částí plným nýtem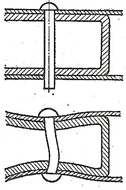
- Poloduté nýty s půlkulatou hlavou najdou své využití u silnějších průměrů, kde je pro vytvoření závěrné hlavy nýtu s plným dříkem síla příliš velká. K vytvoření závěrné hlavy rozehnáním dutého konce nýtu pomocí speciálního hlavičkáře je zapotřebí jen malá síla. Tato nestačí k upěchování nýtu ve spoji, a proto se díry pro tyto nýty dělají těsné a jejich dříky se do těchto děr mírně naráží.
5. Druhy nýtování
Přímé nýtování
V případě ručního nýtování použijeme ruční kladivo, pneumatické ruční kladivo, různé nýtovací stroje nebo nýtovací lisy. Podle přístupnosti dále pak rozdělíme nýtování opět na oboustranné nebo jednostranné. Podle toho, jestli je nýt přístupný z jedné nebo z obou stran. Z těchto podmínek vyplývá přímý a opačný způsob nýtování.
V případě přímého nýtování se závěrná hlava vytváří tak, že jsou údery hlavičkáře přiváděny na vyčnívající konec dříku. Přípěrná hlava nýtu se přitom opírá o podpěrku, závěrná hlava se přitom vytváří dutinou hlavičkáře. Tento způsob je využíván hlavně u silně namáhaných, tlustších nebo pružných spojů.
Nepřímé nýtování
V tomto případě jsou údery přiváděny na přípěrnou hlavu a závěrná hlava se vytváří podpěrkou, tato podpěrka mívá zpravidla rovnou čelní plochu a zachycuje údery kladiva. Výsledná závěrná hlava má pak soudkovitý tvar. Tento spoj není tak kvalitní jako předešlý, protože dřík nýtu dostatečně nevyplňuje nýtové díry. Tento způsob nýtování se používá ve špatně přístupných místech tj. letectví a trubky.
Přímý a nepřímý způsob nýtování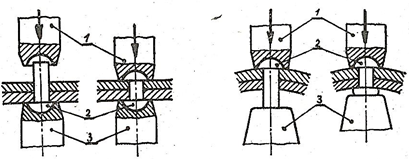
6. Druhy nýtování 2
Druhy nýtových spojů:
- Nýtování přeplátované
Nýtování jednořadé přeplátované
Nazýváme tak nýtování, při kterém jsou plechy přes sebe položeny a spojuje je jedna řada nýtů. Rozmístění nýtů na nýtovém švu má svá pravidla. Jak vzdálenost nýtů tzv. rozteč (t), tak i vzdálenost nýtových řad od okraje plechu (e) se vypočítává z empirických neboli zkušenostních vzorců.
Nýtování dvouřadé přeplátované
Má stejně jako jednořadé plechy položené přes sebe, ale nýty jsou rozmístěny ve dvou řadách.
Nýtování přeplátované jednořadé a dvouřadé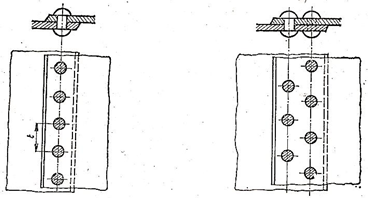
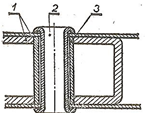
- Nýtování se stykovými deskami tzv. na tupo
Pokud nýtujeme tímto způsobem, nepřekládáme plechy přes sebe, ale jsou přiraženy k sobě na tupo a spojují se zpravidla dvěma stykovými deskami, zřídka jen jednou. Stykové desky nemusí být stejně široké, a proto se vyskytují případy, že na jedné ze stykových desek jsou třeba čtyři řady nýtů a na jedné jen dvě. Styková deska je podélný plechový pás, který překrývá obě hrany plechů s přesahem potřebným pro umístění potřebného počtu řad.
- Nýtovaní jednořadé s jednou stykovou deskou
Každá z hran je spojena se stykovou deskou jednou řadou nýtů, takže na stykové desce jsou dvě řady nýtů.
Nýtování se stykovými deskami tzv. na tupo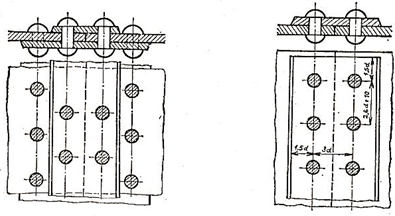
- Nýtování dvouřadé s jednou stykovou deskou
Každá z hran je ke stykové desce připojena dvěma řadami nýtů, takže na stykové desce vzniknou čtyři řady nýtů.
- Nýtování jednořadé s dvěma stykovými deskami
Má horní a spodní stykovou desku a taktéž dvě řady nýtů.
Nýtování se stykovými deskami tzv. na tupo
- Nýtování dvouřadé se dvěma stykovými deskami
Má rovněž horní i spodní stykovou desku, avšak každá z těchto desek je připevněna dvěma řadami nýtů.
Nýtování dvouřadé se dvěma stykovými deskami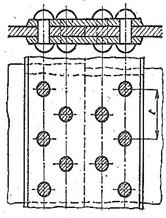
7. Způsoby nýtování a nástroje 1
Ruční nýtování
Dle průměrů nýtů se volí hmotnosti kladiva dle následující tabulky:
závislost mezi průměrem nýtu a hmotností kladiva
Pokud chceme vytvořit kvalitní nýtový spoj, a tím kvalitní závěrnou hlavu, musíme díly k sobě stáhnout utahovákem.
nýtování za použití hlavičkáře a utahováku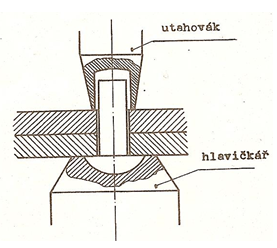
nářadí je zakázáno provádět!
![]() Video pro zájemce (v angličtině)
Video pro zájemce (v angličtině)
8. Způsoby nýtování a nástroje 2
Strojní nýtování (1.část)
- Přímá metoda nýtování
Vede se nárazy pneumatického kladiva přímo na dřík nýtu, a tak se vytvoří závěrná hlava. Opěrná hlava je podpírána masivní podpěrou. Tímto způsobem zajistíme dodržení hladkého povrchu potahu.
- Nepřímá metoda nýtování
Na opěrnou hlavu nýtu jsou přiváděny nárazy pneumatickým kladivem. Závěrná hlava nýtu je tvořena zpětnými rázy podpěry na dřík nýtu. Pneumatické kladivo volíme dle tabulky níže.
Volba nýtovacího kladiva dle požadavků na nýtový spoj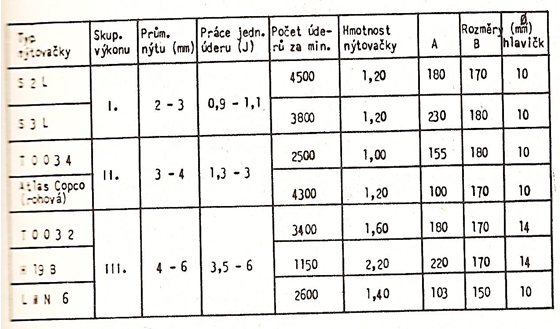
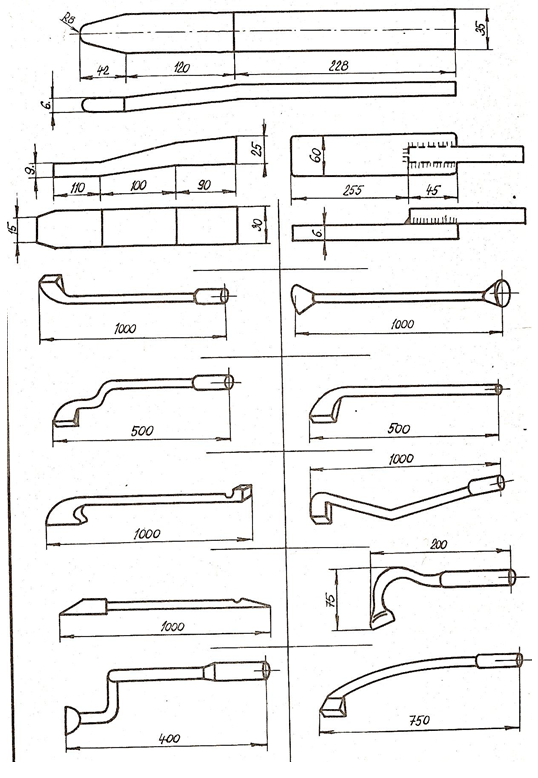
Druhy pneumatických nýtovacích nástrojů
Pro nýtování potahu na konstrukci, kterou představují otevřené profily typu „ Z “ nebo úhelníků, se používají přímé hlavičkáře.
Přímý hlavičkář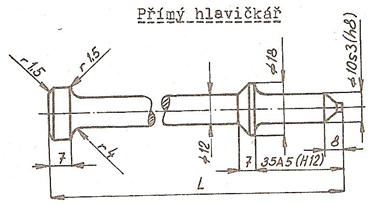
Vyosené hlavičkáře se používají u polouzavřených profilů typu „ U “. Podle rozměrů a tvaru nýtovaného tvaru volíme rozměry nýtovaného profilu. Při použití vyosených hlavičkářů větších délek ( 200 - 250mm), které mají hmotnost 350 - 400 gramů, používáme výkonnějších pneumatických kladiv. Při volbě mohutnějšího kladiva jsme ovlivněni tím, že u nýtování těžšími hlavičkáři se velmi zvětšuje spotřeba energie rázů na hmotu hlavičkáře. Během nýtování stahujeme plechy, abychom vyloučili vůli mezi kostrou a potahem.
9. Způsoby nýtování a nástroje 3
Strojní nýtování (2.část)
Vyosený hlavičkář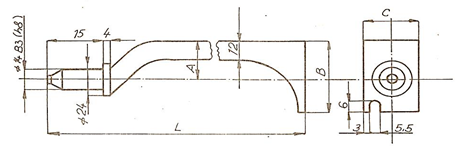
Pro přímou a nepřímou metodu nýtování volíme hmotnost a tvar opěrek. Ve výjimečných případech nýtování používáme opěrky minimální hmotnosti, protože jejich pružné deformace mají za následek ztužení závěrných hlav. Na opěrkách vždy uvádíme tyto údaje:
- průměr příslušného nýtu,
- skutečnou hmotnost podpěry,
- evidenční číslo podpěry, které bývá uvedeno v technologickém postupu pro každou danou operaci.
Mimo čela pryží chráníme podpěry, abychom nepoškodili potah a zároveň částečně kryli ruce nýtaře před otřesy a chlazením při přímém dotyku s nýtovací podpěrou. Čelo podpěry je leštěno nebo tvrdě chromováno.
Hmotnosti opěrek pro jednotlivé průměry nýtů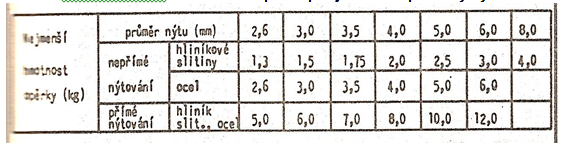
Malá hmotnost a rozměry jsou velkou výhodou pneumatických kladiv, tzn., že lze za pomocí těchto kladiv nýtovat i v omezených prostorech s malou přístupností. Nevýhodou je vysoká hlučnost na pracovišti a nutnost práce dvou pracovníků. Další nevýhodou je, že se nedá kontrolovat množství přenesené energie, to je počet úderů, což má za následek nestejnoměrnou kvalitu nýtových spojů, a při větším množství nýtových spojů je obtížné dodržení požadovaného tvaru a přesnosti nýtované konstrukce.
10. Způsoby nýtování a nástroje 4
Tvary opěrek pro nýtování otevřených míst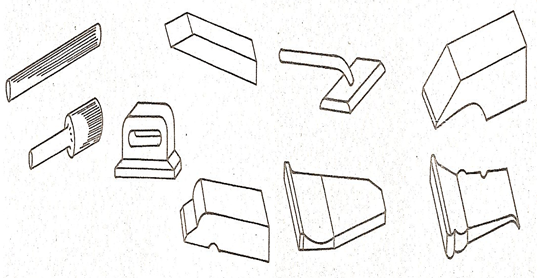
Opěrky pro nýtování polozavřených míst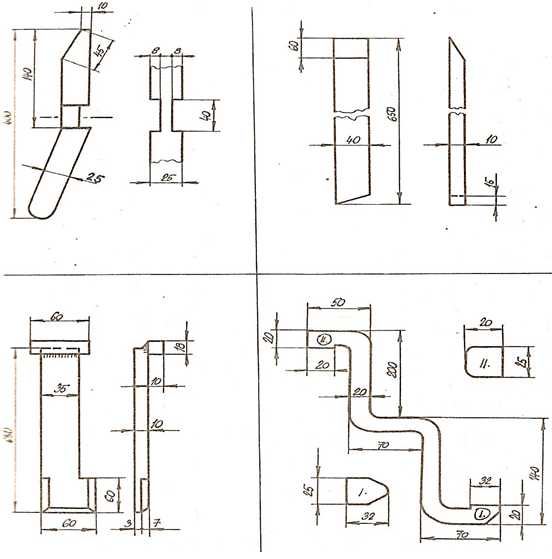
11. Způsoby nýtování a nástroje 5
Nýtování silou
Vytváření nýtového spoje za pomocí lisování bylo zavedeno v důsledku nevýhod při rázovém nýtování. Při lisování se nýtový dřík pěchuje a za pomocí plynulé síly vytváří závěrnou hlavu. Tato síla je přenášena z posuvného hlavičkáře přes nýt na hlavičkář uchycený na rameni lisu. Jeden z hlavičkářů je stavitelný, pokud je možné nýtovat spoje různých průsvitů.
Lis volíme dle rozměru výrobku - s horním nebo dolním pohyblivým hlavičkářem a taky podle síly, kterou potřebujeme k vytvoření závěrné hlavy. Síla v kN k vytvoření soudkovité závěrné hlavy v závislosti na materiálu a průměru nýtu je uvedena v tabulce.
Požadovaná síla pro nýtování tlakem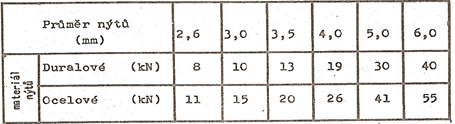
Podle způsobu vyvozené pěchovací síly dělíme nýtovací lisy:
- pneumatické,
- hydraulické,
- kombinované (vzduch - hydraulika),
- ruční.
Podle konstrukce rozlišujeme nýtovací lisy:
- stabilní,
- přenosné.
12. Způsoby nýtování a nástroje 6
Ruční nýtovací kleště
Jedno nebo více kloubové ruční nýtovací kleště používáme při opravách a dokončení operace.
U kleští se vyvozená síla převádí pákovým převodem na hlavičkář. Hlavičkáře u kleští jsou vyměnitelné a jeden je obvykle stavitelný. Výhodou více kloubových kleští je, že nestahují nýt při nýtování na jednu stranu. Typy ručních nýtovacích kleští jsou uvedeny na obrázku.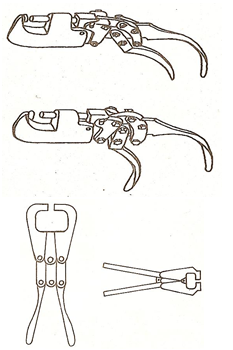
Přenosné nýtovací lisy
Zdvih pístu, vykonaný tlakovým vzduchem, se mechanickým převodem převádí na posuvný hlavičkář nebo na posuvnou čelist. Přenosné lisy pro nýtování spojů s většími průměry nýtů jsou poměrně těžké, a proto se používá speciální zavěšení nad pracovištěm pro usnadnění práce.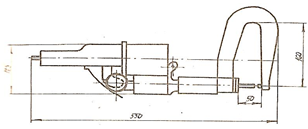
13. Způsoby nýtování a nástroje 7
Stabilní nýtovací lisy
Na jeden posuvně uložený hlavičkář se používá k vytvoření lisovací síly nejčastěji pneumaticko - hydraulického převodu. Druhý hlavičkář je většinou stavitelný. Mezi hlavičkáři vzniká velká síla, a proto se vyrábí s masivním rámem
Stabilní nýtovací lis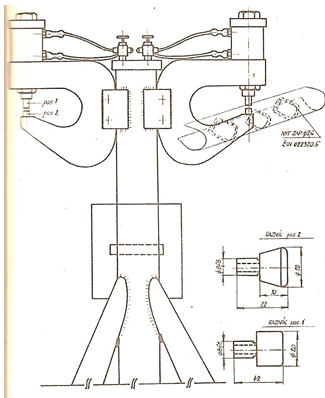
Přehled nýtovacích lisů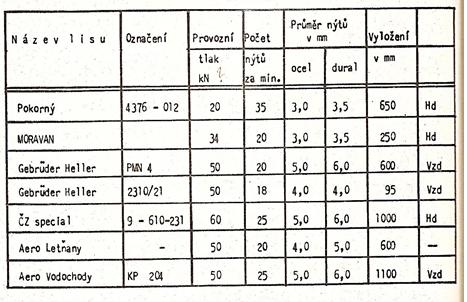
14. Způsoby nýtování a nástroje 8
Pro nýtování dílců v sestavách, kde není přístup na vytvoření závěrné hlavy nýtu, se používají speciální nýty, roznýtovatelné z jedné strany.
V letectví se používají dva druhy nýtů:
- trnové nýty dle norem LDN 3363 a LDN 3364
- nýty se závitem 155 N 17
Roznýtování trnového nýtu se provede vytržením trnu, který roztáhne vyčnívající část nýtu. Trn se po vytažení ustřihne. U šroubových nýtů nahrazuje trn šroub, který provede roztažení nýtu. Po zanýtování se šroub zašroubuje do nýtu.
Trnové nýty - LDN 3363, LDN 3364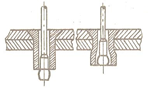
Nýty se závitem – 155 N 17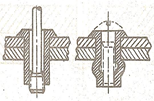
Kleště pro nýtování trnových nýtů a nýtů se závitem
![]() Video pro zájemce (v angličtině)
Video pro zájemce (v angličtině)
15. Nýtování potahů
V průběhu nýtování je nutno dodržet určitý postup ustavení nýtů do konstrukce.
Způsob ustavení nýtů:
Nýtování od okrajů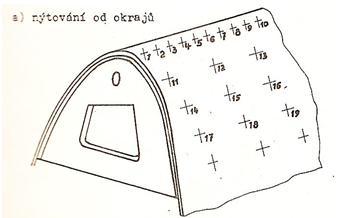
Nýtování ze středu k okrajům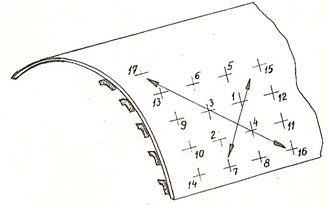
Postup nýtování směrem od okrajů ke středu používáme v případě, kdy nýtovaný plech je napínán tahem za jeden okraj (druhý okraj přichycen ke kostře řadou šroubků, nýtů …..). Postup nýtování směrem od středu k okrajům používáme tehdy, kdy potahový plech je přitlačen ke kostře pomocí speciálního zařízení.
Tenký potah pracuje spolu s podélníkem jen do určité velikosti napětí, a to čím je tenčí a vzdálenost mezi nýty, kterými je spojen s podélníky větší. Při dalším zvětšování napětí dochází u potahu mezi nýty k celkové ztrátě stability, což má za následek nerovnoměrné rozložení napětí v potahu, to může mít za následek deformaci potahu.
![]() Video pro zájemce (v angličtině)
Video pro zájemce (v angličtině)
16. Kontrola jakosti nýtování
Obsah kontroly:
- Celkový stav povrchu otvorů a místa jejich umístění.
Technické podmínky:
- Otvory v půdorysu mají tvar kružnice. U otvorů nejsou dovoleny trhliny ani přetržené hrany. Umístění otvorů pro nýty je třeba dělat dle výkresu nebo šablony.
Celkový stav zahloubení:
- Na ploše potahu nesmí být stopa poškození plátové vrstvy dorazu záhlubníku. Zahloubení musí být čistá a hladká. U zahloubení nejsou dovoleny hranatost a záděry. Nepřipouští se kroužek kolem hlavy a elipsy nýtu.
Celkový stav povrchu nýtového spoje:
Technické podmínky:
Záseky u hlav nýtu na vnitřních částích konstrukce jsou dovoleny do 40 % obvodu hlavy nýtu, nepřesahují hloubku plátové vrstvy u 20 % nýtů. Záseky u hlav nýtů vnějších částí konstrukce nejsou dovoleny. Trhliny na hlavách nýtů a v materiálu pod hlavami nýtů nejsou dovoleny. Síť mikroskopických trhlin na potazích a eloxovaných detailech, která se utvořila v důsledku nýtování, se nazývá ve výrobě „ mrazení“, nebo „ stříbření“ - je dovolena jako důsledek eloxačního povlaku.
Poškrábání, rysky, chemická a mechanická poškození potahu, která porušují plátovou vrstvu - se nedovolují. Technickým podmínkám musí odpovídat po stránce čistoty povrchu nýtový šev.
Těsnost přiléhání opěrných hlav zapuštěných nýtů:
- Opěrné hlavy zapuštěných nýtů po nýtování, musí těsně přiléhat k zahloubení.
Tvar a rozměry závěrných hlav:
- Závěrné hlavy mají tvar kružnice. Tolerance a rozměry závěrných hlav musí být dodrženy s ohledem na průměr nýtu.
Těsnost přiléhání závěrné hlavy nýtu k materiálu:
- Závěrná hlava přiléhá celou plochou k materiálu.
Těsnost přiléhání opěrných hlav - půlkulatého a plochého nýtu k materiálu:
- Opěrné hlavy nýtů vnitřních částí konstrukce přiléhají celou plochou materiálu.
Vůle mezi snýtovanými detaily v místech nýtů:
- Tato vůle mezi detaily není dovolena.
Zvlnění a prohlubeniny na vnějším potahu:
- Pro jednotlivé výrobky jsou dovolené vady uvedeny v technických podmínkách.
Použití nýtů při opravě:
- Při opravě vady je dovoleno používat nýtů téhož nebo nejbližšího většího průměru podle normy.
Během nýtovacích prací musí každý nýtař mít šablonku pro kontrolu. (Kontroluje hloubku, zahloubení, utopení nebo přečnívání hlavy zapuštěného nýtu, průměr vrtáku, průměr nýtu, průměr záhlubníku, rozměr závěrné hlavy, rozteče nýtů).
![]() Video pro zájemce (v angličtině)
Video pro zájemce (v angličtině)
17. Závěr
Po prostudování kapitoly Nýtování si můžete ověřit své znalosti v kontrolním testu.
![]() Další literatura pro zájemce (viz str. 54)
Další literatura pro zájemce (viz str. 54)
Aircraft Handbook: Aircraft materials, processes and hardware
![]() Video pro zájemce (v angličtině)
Video pro zájemce (v angličtině)